
17
A reliable, efficient machine park is necessary for production at high quality and with consistent precision, so Fritzmeier Technology invests in the latest equipment year by year. This ensures that the company with its approximately 110,000 m² of production space retains its innovation lead in manufacturing, and can offer customers enormous performance with high cost efficiency for every sub-step and every process.


2-D Laser Cutting Machines
1.500 x 3.000 mm
partly automatic loading / unloading


Tubelaser
2
up to 240 mm diameter
Tube Lenght 6.500 mm


3-D Laser Cutting / Welding Machines
5
1.500 x 4.000 x 750 mm


Hydr. NC Press Brakes / Bending robot
18
500 to 2.300 kN
1.250 to 3.230 mm


NC Tube-Bending Machines
11
Steel and Aluminum


NC Milling / Drilling Machines
32
500 x 500 x 400 mm to
7.500 x 4.000 x 1.800 mm


Hydraulic Presses
5
up to 1.000 ton
All: double working top- and bottom-press system


Welding Robots
26
Gas- and Spot-Welding


Bonding / Welding Robots
2
6 Stations


Grinding- / Polishing Robots
2


3-D Measure Machines
15


3-D Mobile Measure Machines
4


Paint Lines
5
4 eCoat and wetpaint-lines for steel
1 Powderpaint-line for Aluminum
1
Sheet metal working
Each year we use over 10,000 tonnes of steel in various thicknesses and table sizes.
Machines used to work sheet metal:
- 2D and 3D lasers
- Hydraulic presses
- Hydraulic press brakes
- Bending robots
- Milling and drilling machines
- Grinding robots
- Stamping and nibbling machines
2

Profile working
Whether A-pillars, B-pillars or reinforced roof structures on a cab, the right bent section gives the metal components of a chassis the necessary stability and rigidity.
With the latest tube bending and lasering machines, each year Fritzmeier works 2500 tonnes of section for safety cabs. Our project teams make full use of all optimization potential, from prototyping to tool-making to steel construction and final assembly.
Machines used to work section:
- Tube bending machines
- Tube lasering machines
3

Joining techniques
Mobile work machines are designed and built for heavy-duty use. Our joining techniques are specially designed to meet these demands. We weld manually as well as with robots. We have over 26 welding robots in our production facilities that join all parts with precision, around the clock. Other joining techniques we use are sheet metal bonding, with two robots.
Machines used to join metal:
- Welding robot
Bonding robots
Steel working technologies
4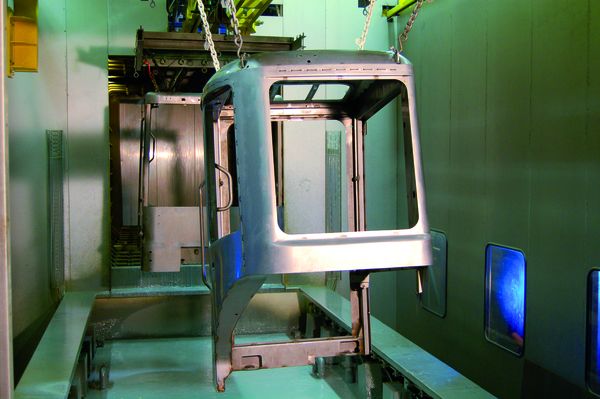
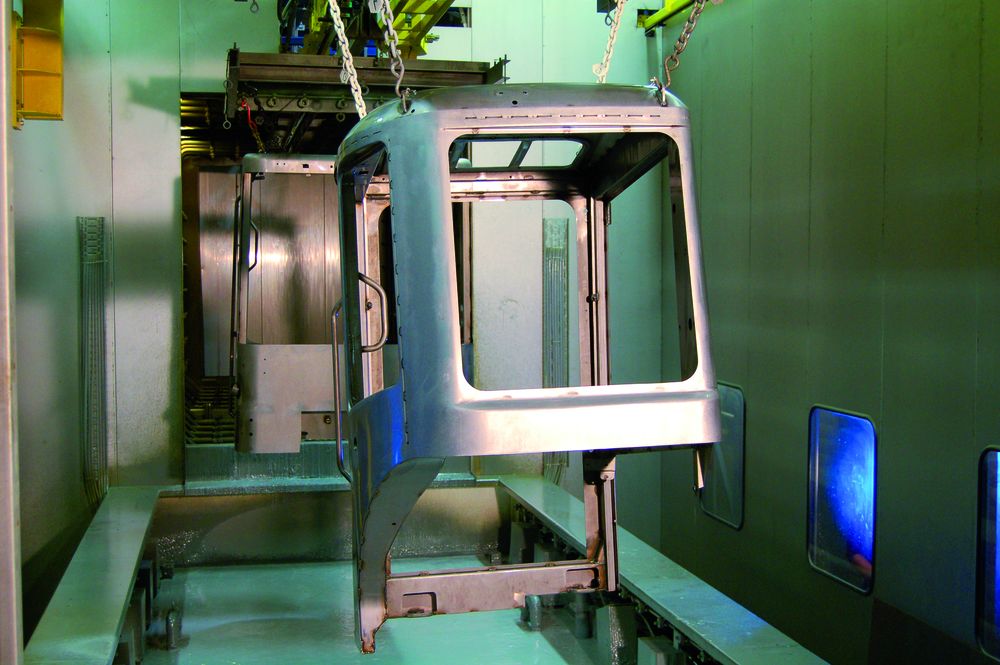
Painting technology
The Fritzmeier Cab Group has painting lines at four locations, making it Europe’s leading cab maker as regards painting capacity. We operate special systems for alkaline cleaning followed by zinc phosphating on steel, ED and CED dip priming, and wet/powder coating for the final topcoat. We can also do extensive quality inspections in-house, like crosscut, gloss level, coat thickness, colour measurement, mandrel bend and salt spray testing. We use water-soluble, environment-friendly coatings. If desired by the customer, we can paint in many special colours and in lot sizes down to 1.
Systems Großhelfendorf (G)
Conveyor System:
Continous running installation AED
Power and free topcoat
Pretreatment:
5 zones
Alcalic cleaning
Zinkphosphating (Henkel)
Primer:
AED (Axalta)
Topcoat:
1-K-waterbased topcoat
Vyskov (CZ)
Conveyor System:
Running / Power and Free
Pretreatment:
9 zones
Alcalic cleaning
Zinkphosphating (Henkel)
Primer:
CED (PPG)
Topcoat:
1-K-waterbased topcoat
Sibiu (RO)
Conveyor System:
Running / Power and Free
Pretreatment:
5 zones
Alcalic cleaning
Etching (Henkel)
Primer:
-
Topcoat:
powdercoating
FMCEL (Indien)
Conveyor System:
Takt / Power and Free
Pretreatment:
9 zones
Alcalic cleaning
Zinkphosphating (Henkel)
Primer:
CED (PPG)
Topcoat:
2-K-solvent based topcoat